价 格 面议
起 订 量≥0
库存状态-
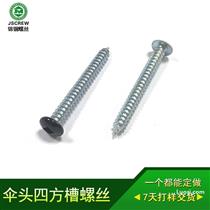
顶柱头 : 标准的扁圆顶柱头的直径较圆头小,但由于槽深的关系因而比较高,较小的直径使作用于小面积的压力增大,可紧密组合于凸缘及增高的表层.由于在为保证集中性而设置的钻孔模具中打头,它们可以被成功的应用于内钻孔的穴中.
圆顶宽边头 : 因头下内切束缚和减弱了对于电线组成部分的磨损,因而最普遍的应用于电器及收录机中,为中低头型以其较充分的承面提供了较有吸引力的设计类型.
大圆头 : 也称椭圆顶宽边头,是一种低型,巧妙设计的大直径头型.当附加作用的组合公差允许时,可用于覆盖具有较大直径的金属板洞.也可建议用平头替代.
一字槽头型 : 这是一种创造性的防松头型,一旦组合不易解除,但却可用一般标准的螺丝起子起动.这项简单的设计通常可以解决组合中的成本问题,增加生产数量,为制造过程创造惊人的经济利益.
六角承穴头 : 一种具扳手头高兼有六角头型尺寸的结件. 六角形完全由反孔的模具冷间成型,头部顶端有一处明显的凹陷.
六角承穴华司头 : 如标准的六角承穴头型, 但同时在头部基底有一华司面起到保护装配的完成, 以免扳手损坏. 有时候事物的作用远比外观重要.
六角头 : 这是一种扭矩作用于六角头部的标准类型,有将锐利的尖角修整到接近公差范围的特点.可被推荐于一般商业用,也可适用于各种标准的模式和各种螺纹直径.因其必需的第二道工序使其比一般六角承穴贵.
承窝头 : 圆柱体头部内有较深的六角承穴, 常见的有高强度承窝头的Cap Screw. 较深的承穴使高转力矩作用于结件上.
十二点 : 高圆柱体头型上布十二个外点,有华司面承受施予结件的负荷.由于设计上为提供高度的扭矩带来便利, 因此常用于高强度的结件.
梅花头 : 一中等高度的六角小叶型头型兼带华司承面.它的设计包括直面与华司面垂直,扭矩承面在圆形突出的部分(小叶中)传输力矩.这样的设计最高程度的利用了外驱动系统,使力矩能够发挥到极至.高转力矩的传输没有改变头部自身.
常用锥形承面的螺栓和螺栓类型
平顶埋头 - 标准角度为80~82度,用于表面需紧密接合的紧固件.承面部位可提供良好的中心性.
扁圆埋头 - 全称为”Oval Countersunk”,这种头形类似于标准的平顶埋头,但应用更广泛.另外,一个圆形, 整齐的上表面, 设计上也更吸引人.
小平顶埋头 - 和标准的平顶埋头, 扁圆埋头一样, 头角为的80~82度, 只是承头部位要小1/3, 用于简易产品或者特别短的长度.说得详细点,它用于标准的埋头孔,而且非常适用于紧密配合件.
平顶埋头(埋头100度) – 这种特殊的平顶埋头螺丝正逐渐应用于要求紧密配合的表面, 建议用在软的材质上以分解压力于更大和更少角度的表面,特别适用于铝,软塑料等.
3.3 驱动系统(Drive System) :
驱动系统,它的功能在于驱动及传送力矩将紧固件结合及松开.在整个系统中,扭矩的充分传送是使得紧固件变得实用最重要的一点.对有螺纹的紧固件来说,有两种基本的驱动系统, 一个是外部驱动系统,一个是内部驱动系统.外部驱动系统其驱动要素是在整个头部,扳手在外面工作.而内部驱动系统其驱动要素是在紧固件的头部,扳手在里面操作.一般而言, 内部驱动型对螺丝而言允许较高之扭矩.
一字槽是最古老的一种槽型,对所有的驱动系统来说这也是最普遍的,割沟制造方式有两种 : 一种是在完整头型之螺丝上以割沟机械修出割沟,另一种则是在成型锻造时一次成型.一次成型割沟比较经济,因为它无需二次加工,但在某些方面仍有问题,例如六角头或六角华司头使用直接成型, 则由于凹陷( Indented )处之故将使割沟深难以测量,更严重 的是会减少螺丝与起子的接合面,直接成型用在圆头时,接合面不变,但是成型压力将迫使头径加大,特别是在割沟处两侧,在某些头型使用直接成型时,头部尺寸相当难以控制.
割沟为凹陷的一种型式,对所有头型除了平顶整缘及扁圆顶整圆外都是标准型式,对每种头型之割沟尺寸规定在B18.6.4. 割沟特别适合于手工组合,但不适合半自动或全自动装配.这种驱动系统的效果取决于头部的高度和平整度,像平头和岗山头,这是因为头高越大,割槽越深,而头部越平整,驱动力就会更靠近头部的外缘,扭矩更有效.若在实际应用时,要求更高的扭矩,剪切是一个问题.即使是较深的结合,在驱动起子和一字槽之间也很难找到很好的配合.而目前存在于驱动器和紧固件之间的空隙,会引起不垂直性.当驱动器在外力作用下没有垂直时,起子会损坏一字槽的边缘而引起剪切. 头部越小或者越圆,这种现象越容易发生.
一字槽不太适用于快速安装,例如装配在线,驱动起子会从槽的一端滑到另一端, 如果驱动起子的中心基本和紧固件的中心对齐,则驱动起子有效.如果没有对齐,那肯定会导致头部损坏,同样,驱动起子也可能旋落到表面,直接作用在紧固件上,引起损坏.随著扭矩加大的需要,也要求加载以防止剪切.
一字槽不存在制作问题,但在大多数情况下,也确实需要第二次割槽成形,驱动起子的有效性目前并没有问题.一字槽最适用于那些不要求高扭矩的地方,尤其是那些需要在许多不同的环境下装卸和调整的,最好的例子就是化油器上的调整螺丝.同样这种槽型也常用在易消耗的,需修理和拆卸的紧固件上,例如 : 割草机, 旋转设备等等.
为了因应自动化装配的大量采用而发展出一些凹陷头型,其保留了高扭矩,作业容易且高速装配,同时有相当多之头型使用相当普遍, B18.6.4承认了其中三种型式为标准.均为十字穴, 分别为型I 十字( Philips ), 型IA米字( Pozidriv ), 型II ( Frearson ). 尺寸请参照18.6.4规定.型II最早发展出来,接下来是型I, 型IA则为型I之改良型, 其中型I及型IA最为普遍,型II则需求越来越少.
十字槽源自十字形槽穴范畴, 像十字路口.十字槽的边倾斜交于槽底部的中间, 通常位于紧固件头部的中心.它相对比较深,能够帮助驱动起子校正.有时槽深已经到达紧固件的颈部,在这种情况下,紧固件的强度极限被潜在的削弱.它仅适用于从低到中的扭矩需要,因为它的无法避免的易滑出性,这也是由槽形的斜边造成的.总的来说,每英寸1.7磅 - 1磅的扭矩,不会引起滑出,但超过这个数值的扭矩作用在十字槽上时, 就会导致滑出,恶性循环.许多时侯, 这种恶性循环会使得紧固件的槽形彻底失去工作能力.这种恶性循环同样会引起驱动起子的损耗,在很多情况下工具的寿命都会缩短, 增加成本.十字槽具备良好的校正性,适用于自动装配线.制作上没有任何问题, 在头部成形时一次成形,不需要再做第二次加工.工具应用广泛.适用于手动和自动装配在线低扭矩要求的埸合, 例如 : 超薄钢板到薄钢板, 薄钢板到软木, 软塑料.
★《业务范围》: -------根据客户产品要求执行:国标GB、德标DIN、英标BS、美标ANSI、日标JIS、 国际ISO标准 ------ ★《螺钉类》: 干壁钉、墙板钉、石膏板钉、纤维钉、木螺
郭先生先生
阳东区北惯镇万象产业园赤城十路
523579
(打电话时请说明是在华人螺丝网上看到的,谢谢)
18002676092
0662-8190099
2850507885@qq.com