价 格 面议
起 订 量≥0
库存状态-
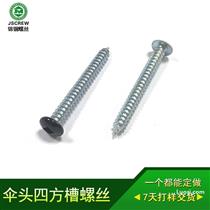
割沟为凹陷的一种型式,对所有头型除了平顶整缘及扁圆顶整圆外都是标准型式,对每种头型之割沟尺寸规定在B18.6.4. 割沟特别适合于手工组合,但不适合半自动或全自动装配.这种驱动系统的效果取决于头部的高度和平整度,像平头和岗山头,这是因为头高越大,割槽越深,而头部越平整,驱动力就会更靠近头部的外缘,扭矩更有效.若在实际应用时,要求更高的扭矩,剪切是一个问题.即使是较深的结合,在驱动起子和一字槽之间也很难找到很好的配合.而目前存在于驱动器和紧固件之间的空隙,会引起不垂直性.当驱动器在外力作用下没有垂直时,起子会损坏一字槽的边缘而引起剪切. 头部越小或者越圆,这种现象越容易发生.
一字槽不太适用于快速安装,例如装配在线,驱动起子会从槽的一端滑到另一端, 如果驱动起子的中心基本和紧固件的中心对齐,则驱动起子有效.如果没有对齐,那肯定会导致头部损坏,同样,驱动起子也可能旋落到表面,直接作用在紧固件上,引起损坏.随著扭矩加大的需要,也要求加载以防止剪切.
一字槽不存在制作问题,但在大多数情况下,也确实需要第二次割槽成形,驱动起子的有效性目前并没有问题.一字槽最适用于那些不要求高扭矩的地方,尤其是那些需要在许多不同的环境下装卸和调整的,最好的例子就是化油器上的调整螺丝.同样这种槽型也常用在易消耗的,需修理和拆卸的紧固件上,例如 : 割草机, 旋转设备等等.
为了因应自动化装配的大量采用而发展出一些凹陷头型,其保留了高扭矩,作业容易且高速装配,同时有相当多之头型使用相当普遍, B18.6.4承认了其中三种型式为标准.均为十字穴, 分别为型I 十字( Philips ), 型IA米字( Pozidriv ), 型II ( Frearson ). 尺寸请参照18.6.4规定.型II最早发展出来,接下来是型I, 型IA则为型I之改良型, 其中型I及型IA最为普遍,型II则需求越来越少.
十字槽源自十字形槽穴范畴, 像十字路口.十字槽的边倾斜交于槽底部的中间, 通常位于紧固件头部的中心.它相对比较深,能够帮助驱动起子校正.有时槽深已经到达紧固件的颈部,在这种情况下,紧固件的强度极限被潜在的削弱.它仅适用于从低到中的扭矩需要,因为它的无法避免的易滑出性,这也是由槽形的斜边造成的.总的来说,每英寸1.7磅 - 1磅的扭矩,不会引起滑出,但超过这个数值的扭矩作用在十字槽上时, 就会导致滑出,恶性循环.许多时侯, 这种恶性循环会使得紧固件的槽形彻底失去工作能力.这种恶性循环同样会引起驱动起子的损耗,在很多情况下工具的寿命都会缩短, 增加成本.十字槽具备良好的校正性,适用于自动装配线.制作上没有任何问题, 在头部成形时一次成形,不需要再做第二次加工.工具应用广泛.适用于手动和自动装配在线低扭矩要求的埸合, 例如 : 超薄钢板到薄钢板, 薄钢板到软木, 软塑料.
FREARSON RECESS是另一种十字槽, 俗称“reed & price”槽. (参照18.6.4型II规定)它的设计非常类似于十字槽,但是槽的边是垂直的,而且底部是尖的.因为这些细微的差别, FREARSON具有比十字槽更优越的驱动性能,但也同样会有一些缺点,会有滑出现象.这种驱动系统能够用于低到中扭矩要求的埸所,扭矩越大,槽形和工具损坏程度越大,目前制作没有问题.
由于这种驱动系统应用不是很广泛,相应的驱动器供应有限,在评估时需考虑到这一点.凡是十字槽能够使用的地方, FREARSON也能够使用, 有些埸合不适宜用十字槽的,也可以用.
米字槽是一种十字形槽穴, 它是在克服上述两种槽形的缺点上发展起来的.基本设计类似于十字槽, 但有额外的凹槽, 俗称”肋骨”.适用于低到中扭矩要求的埸所, 相对于前两种槽形有很大的改善, 能够大大减少滑出的机率.米字槽也要求end-loading以防止滑出,但可以承受更高的扭矩而不会伤害槽和驱动起子.由于其基本设计类似于十字槽,也具有良好的中心度, 适用于自动装配线.米字槽的成型工艺类似于十字槽, 也是在头部成形时一次成形,不需要第二次加工.工具容易获得,但要获得最佳效果,应使用米字槽专用工具,有些人尝试著用十字槽驱动工具,但效果并不好.由于米字槽的优越性, 凡是上述两种槽形能够应用的埸合,它都能用.也能用在较大的扭矩, 例如重型薄板和薄板,螺纹切割机和螺纹成型机,可塑性材料做的紧固件,和自动机器上的要求低扭矩的螺丝.
★《业务范围》: -------根据客户产品要求执行:国标GB、德标DIN、英标BS、美标ANSI、日标JIS、 国际ISO标准 ------ ★《螺钉类》: 干壁钉、墙板钉、石膏板钉、纤维钉、木螺
郭先生先生
阳东区北惯镇万象产业园赤城十路
523579
(打电话时请说明是在华人螺丝网上看到的,谢谢)
18002676092
0662-8190099
2850507885@qq.com