价 格 面议
起 订 量≥0
库存状态-
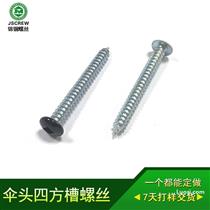
材料, 热处理,最终处理及机械性能要求 : 自攻螺丝可由碳钢,不锈钢,铜或铝制造.而碳钢自攻螺丝占了绝大部份,甚至超过 95%,钢铁材料以外材质之自攻螺丝紧在JIS B1055附属书2中有机械性能(硬度及扭力强度)的规定,其余并无国家规范或其它公认规范,对于机械性能一般由采购者和制造厂商协议而定.因此本文所讨论之问题,几乎集中在碳钢材料.
4.1材料 : 碳钢自攻螺丝由低碳钢所制成,当客户有要求时,亦有使用中碳钢制造者.但大部份使用C1018 – C1022材料(这是因为含碳量要在0.15%以上在热处理上起作用).原材料线材大都经伸线→退火或球化→精伸线等过程以符合其成型条件.规定材料成份如下:
英制1自攻螺丝材料化学成份
自攻螺丝规格 分析2 成份限制,依重量百分比 %
碳 锰
# 4 或更小 炉内分析 0.13 – 0.25
0.60 – 1.65
制品检查 0.11 – 0.27 0.57 – 1.71
# 5 到1/2英寸 炉内分析 0.15 – 0.25 0.70 –
1.65
制品检查 0.13 – 0.27 0.64 – 1.71
1.公制螺丝并无特别要求及限制其化学成份.
2.炉内分析只提供订单信息用.制品检查为考虑螺丝心部的碳化物之偏析.
4.2 热处理 : 自攻螺丝需经渗碳热处理以获得非常硬之表面以便进行螺纹攻入成型或切削.经渗碳及调质热处理后,规范上所要求之机械特性有:
表面硬度 : 一般自攻螺丝渗碳后表面应有45 HRC以上之硬度,以便能攻入铁板中.钻尾螺丝的表面硬度及心部硬度要比一般自攻螺丝高一点(J78要求表面硬度须有50~56HRC),这是因为钻尾螺丝多了一个钻孔之作业.为达日常测试或快速检查之目的,表面硬度可以使用 HR 15N ,Knoop或微克氏微小硬度检查.这些方法的选择取决于制品可测试面积的尺寸.制品表面应予轻微的处理后,再测试硬度值.如果硬度值低于规定时,可参考下列叙述之方法:使用500g荷重之Knoop或300g之微克氏微小硬度机在制品表面下0.002英寸之位置读取硬度值,如果全渗碳深度为0.004英寸和以下时,可以使用100g荷重在表面下0.001英寸之位置测试.当检测表面硬度和渗碳深度时,为确保镶埋材料能适当支撑,读值将取自从中心到超过中心线的范围内之纵剖面测量.样品应能在镶埋材料中得到适当的支撑.测试时在显微镜上量测样品截断面之外径时,最少应有原样品外径95 %以上.
渗碳深度 : 渗碳深度相当重要,渗碳太浅,螺丝无法正确进行组装作业,渗碳太深,中心之扭矩及延展性会受到影响.一般自攻螺丝渗碳深度的测试须在螺丝截断面的中点(最少应有原样品外径95 %以上)的牙山上的中点上量测,ISO 2702规定小于ST 3.9的螺丝可以在牙谷处往中心部量测.
回火后心部硬度 : 心部硬度应在螺丝截断面上靠近尾端之完全的牙底径(平行处)处由牙底径至半径的中间点处测量.
显微组织 : 以金相法检视时,表面与心部间应无带状肥粒铁产生.肥粒铁显现表示热处理不完全(加热温度不足;或淬火速度过慢导致肥粒铁先析出于晶界).对于有强度要求者可能降低其特性。

★《业务范围》: -------根据客户产品要求执行:国标GB、德标DIN、英标BS、美标ANSI、日标JIS、 国际ISO标准 ------ ★《螺钉类》: 干壁钉、墙板钉、石膏板钉、纤维钉、木螺
郭先生先生
阳东区北惯镇万象产业园赤城十路
523579
(打电话时请说明是在华人螺丝网上看到的,谢谢)
18002676092
0662-8190099
2850507885@qq.com